
Braden
Braden joined our team in 2022 with a strong background in industrial equipment. He started his career in project management for mechanical fabrication and installation. More recently, he assisted customers, including many food processors, with power transmission and testing components in the Pacific Northwest and Alberta. Braden is working closely with our team to acquire knowledge of our equipment and how it is best applied. His eagerness to help support our customers is evident to all.

Ian
Ian joined us in 2021 after completing his mechanical engineering degree. He’s spent most of his time traveling with our sales team, working with equipment we supply in many different processing plants. He utilizes his experiences and knowledge to help customers improve machine performance in a wide range of applications, including berries, frozen potatoes, vegetables, and nuts. He also contributes his design skills, developing innovative layouts with our senior staff.

Brad
Brad spent summers while earning a mechanical engineering degree working with food processing machinery as an intern at A&K Development (2015 & 2016) and with our company in 2017. He brought new perspectives and experiences to our team when he joined us full-time in 2018. He’s worked in many food processing plants assisting with equipment projects. Brad enjoys helping customers improve performance on existing machines, and provides valuable insights into new equipment.

Harrison
Harrison began his career with our company working part-time during high school, then as an intern while in college, impressing us with his strong focus on assisting customers. He joined us full-time in 2015, and he has become an important part of our team by building a reputation for providing superior support and assistance. After several years working with customers in the Northwest, Harrison moved to the Midwest, where he is expanding the area in which we assist large potato processing facilities.

TOMRA 5C Freefall Sorter
The TOMRA 5C provides next-generation solutions for sorting frozen fruit and vegetables, nuts, and dried fruit. Its sanitary design, powerful integrated data tools, and ease of use will help future-proof operations for years to come.
Design Features & Benefits:

PURmotion™ Horizontal Motion Conveyor
PURmotion™ is the next generation of horizontal motion conveyance that offers a hygienic design while maintaining the gentleness, flexibility, and durability that is expected in your operation.
Design Features & Benefits:
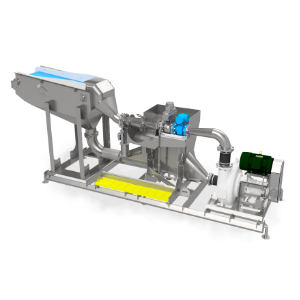
Hydrocutter Skid System
Vanmark has used their extensive hydrocutting experience to develop a new compact hydrocutting system. The Hydrocutter Skid provides quality and durability in an easy-to-install system.
Design Features & Benefits:

TOMRA 5B Optical Belt Sorting Machine
The TOMRA 5B belt sorter is a state-of-the-art, user-friendly system that incorporates a range of innovative technologies to sort food products according to your specifications.
Design Features & Benefits:

PURlift™ Positive Drive Lifting Conveyor
Design Features & Benefits:
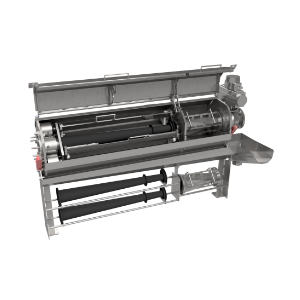
Lamina® Hydrocutter
Design Features & Benefits:
641 Ninth Street NW • Salem, OR 97304 • (503) 370-7188
641 Ninth Street NW • Salem, OR 97304 • (503) 370-7188